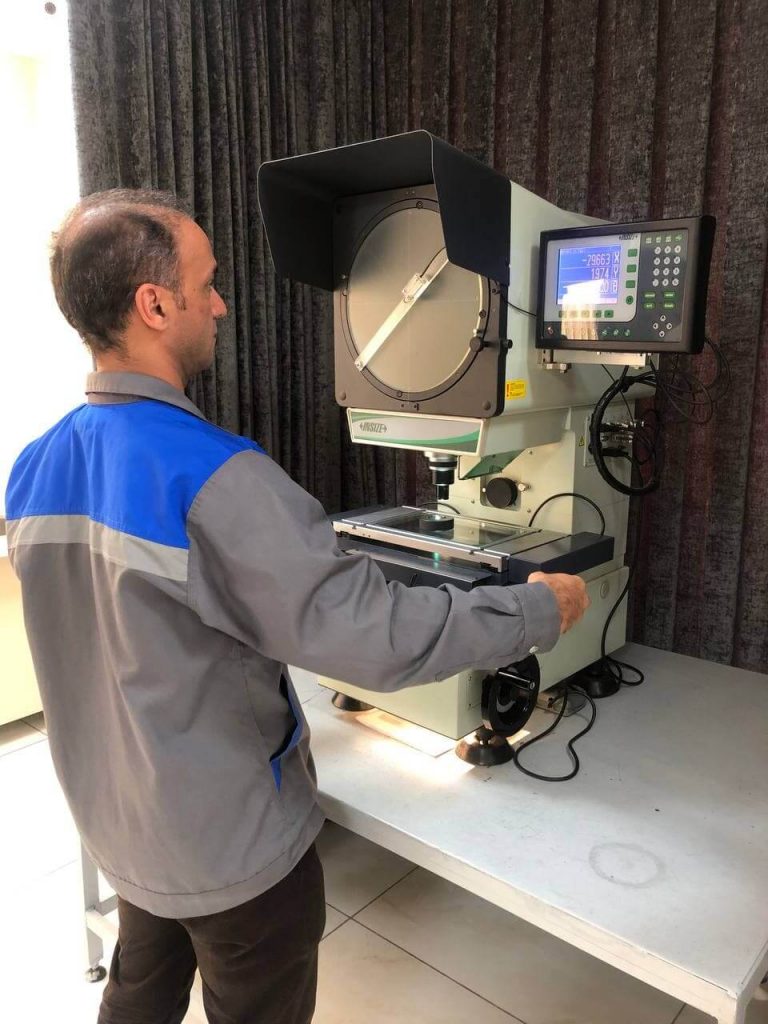
الف)آپارات های اندازه گیری : Measuring Apparats
جهت اندازه گیریهای دقیق ابعادی فرایندهای کنترل ورودی،حین تولید و نهایی رینگ های داخلی و بیرونی برای پارامترهای ابعادی قطر بیرونی D ، قطر داخلی d ، قطر شیار Di,de ، پهنا B و….از قطعات مستر استاندارد و در آپاراتهای مخصوص اندازه گیری برای این منظور استفاده میشود به طوریکه اندازه و تلرانس رینگ تنظیم برای هر پارامتر از جداول تلرانس و نقشه مربوطه استخراج و آپاراتها بر مبنای آنها و با ساعت های اندازه گیری میکروکاتور و اندیکاتور و بر اساس دقت میکرون تنظیم میگردد.
.ب) دقت های چرخشی :Running Accuracy
برای اندازه گیری دقت های چرخشی (لنگی شعاعی و محوری) رینگ های داخلی و بیرونی بلبرینگ های مونتاژ شده از آپارات های افقی و عمودی مخصوص استفاده میشود.
لنگی شعاعی: عبارت است از اندازهگیری مشخصههای Kea و Kia که مورد آزمون قرار میگیرند. مفهوم لنگی شعاعی برای مشخصه Kea عبارت است از اختلاف ضخامت رینگ خارجی
لنگی محوری: عبارت است از مشخصههای Sea، Sia که مورد آزمون قرار میگیرند. مفهوم لنگی محوری برای مشخصه Sea مربوط به وضعیت شیار Groove position میباشد.
Sd عبارت است از تعامد پیشانی رینگ داخلی نسبت به سوراخ رینگ داخلی
پ)دستگاه اندازه گیری لقی شعاعی Radial Clearance Tester
لقی شعاعیRadial Clearance یکی از پارامترهای تاثیر گذار در عملکرد بلبرینگ های شعاعی Radial Bearing بوده که در مقیاسهای C2,C3,N,C4,C5 اندازه گیری میشود. اندازه های C4 و C5 بیشتر از نرمالN و اندازه های C3 و C2 کمتر از نرمال N میباشند.
برای اندازه گیری لقی شعاعی بلبرینگ های شیار عمیق از دستگاه تستر مربوطه X093 JC در آزمایشگاه مترولوژی استفاده می گردد.